厭氧生物膜法處理聚酯高濃度廢水
厭氧發酵在城市污泥方面的應用已有一百年的歷史,但應用于高濃度有機廢水的則是近十幾年的事情,先后開發出厭氧接觸法、厭氧生物濾池、厭氧污泥床、厭氧流化床(膨脹床)、兩相厭氧消化工藝等多種新工藝。厭氧工藝雖然是以一種高效工藝問世,但由于①反應器污泥增長慢;②啟動時間長;③單用厭氧處理,出水水質一般不能達到排放標準,需輔以好氧處理;④應用經驗較少等原因,它的實際應用還不多。本篇即介紹一則利用上流式厭氧生物膜法處理聚酯切片高濃度廢水的工程實例。
某公司是一家由世界著名跨國集團投資6500萬美元興建的現代化聚酯切片企業,年產量8×104t,工藝流程如下:漿料攪拌→預聚→終聚→切粒→結晶器→冷卻→出料。工業廢水處理站總投資120萬美元,好氧、厭氧工藝和設備全部由意大利引進,其中的厭氧工藝是歐洲最新專利技術,專門設計用來處理生產上排放的高濃度廢水,出水再經好氧系統曝氣后水質達標排放,低濃度水則直接進入好氧系統。
1 高濃度廢水水質
主要成份有乙二醇、二甘醇、芳香族化合物對苯二甲酸
2 厭氧處理工藝流程
厭氧處理工藝流程見圖1。
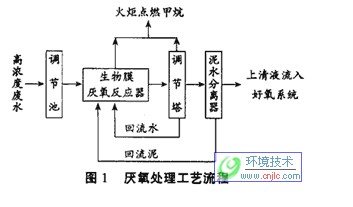 |
2.1 生物膜厭氧反應器
廢水由反應器底部的8根布水管均勻進水,當廢水流經生物膜懸浮性載體時,有機物得以厭氧降解,并連續不斷產生沼氣供火炬持續燃燒。在反應器內,微生物以固著形態生長,不易隨水流失,泥齡長,產泥率較低,出水懸浮物少,幾乎不用排泥。該反應器有效體積約為
2.2 泥水分離器
該分離器內置斜板裝置,60°傾角,當厭氧反應器內有少量污泥隨水流出時,可在此進行沉淀收集后重新打回厭氧塔,這樣可以延長污泥在塔內的停留時間,增加污泥量,最終提高厭氧塔的處理能力和效率。
3 厭氧反應器的菌種馴化
按外方要求,需進口專用于聚酯廢水厭氧處理的污泥,這樣將耗資數百萬美元,最后是利用城市污水處理廠污泥消化池中的污泥進行接種馴化的,經過3個月的培養,接種成功,火炬持續燃燒甲烷氣體,厭氧塔的處理情況逐漸穩定,并且處理效率達到70%~80%。
4 生物膜厭氧工藝的穩定運行數據分析
實際進水水質:
流量:50~80m3/d(設計流量 150m3/d)
COD濃度:5000~11000mg/L
(設計值20000mg/L)
容積負荷:0.28~1.22kg[COD]/(m3·d)
pH:3~5
實際出水水質:
COD濃度;1000~2500mg/L
pH:7.4~7.6
由于PET生產尚未達到滿負荷,僅年產5×104t,所以高濃度廢水流量小于設計量。選取1999年8、9月份(氣溫較高時節)和1999年12月、2000年1月份(氣溫較低時節)的幾組處理數據進行具體分析,探討生物膜法運行的一些特點。見表1
|
表1 厭氧系統穩定運行各項數據 |
|||||||
|
月份 |
厭氧進水流量/(m3·d-1) |
進水COD/(mg·L-1) |
進水pH |
厭氧塔控溫/℃ |
出水COD/(mg·L-1) |
出水pH |
厭氧塔去除率/% |
|
8月均值 |
49.3 |
6636 |
4.66 |
30 |
1652 |
7.64 |
75 |
|
9月均值 |
64.6 |
5766 |
4.5 |
30 |
2011 |
7.48 |
65 |
|
12月均值 |
51.4 |
7520 |
3.77 |
26 |
2377 |
7.45 |
68.4 |
|
1月均值 |
68.2 |
9498 |
4.5 |
26 |
231 |
7.44 |
75.7 |
4.1 進水水質對處理效果的影響
由表1的數據可知:
平均日進水量逐漸增大,平均進水COD濃度逐漸增大,日處理COD總量逐漸增大,但厭氧處理率卻穩中有升。說明微生物基本已適應了此種工業廢水,生長成熟,充分降解污水中的有機污染物,而且在日處理COD總量有較大增加時,仍有非常好的處理率,顯示了生物膜法在抗沖擊負荷方面較強的能力。
4.2 溫度對厭氧處理效果的影響
一般認為厭氧消化的最佳溫度是30~
4.3 水力停留時間對去除效果的影響
由于生產上排放廢水量尚未達到廢水站的設計水量,所以實際的HRT=13~17d,停留時間延長,能有利于微生物更充分地降解有機物,提高處理率,使厭氧出口COD充分降低以減輕好氧系統的負擔。當然在設計時也并非HRT越大越好,因為會相應增加基建成本,增大反應器體積和占地面積。
4.4 污泥停留時間對去除率的影響
眾所周知,甲烷菌的世代期很長,增長速度很慢,只有讓污泥在消化器中停留時間足夠長才能有效地降解COD,完成甲烷化過程。傳統的污泥消化池工藝低效的原因在于池內的污泥停留時間和水力停留時間相等,甲烷菌無法正常生成,從而難以提高處理率。此套生物膜厭氧工藝專門設計了污泥回流泵,將在泥水分離器中沉淀的污泥重新打回厭氧塔,使污泥在塔內不斷循環,大大提高了泥齡,提高了污泥濃度,增強了處理能力,而且節省了處理污泥設備。
4.5 pH對厭氧處理的影響
一般認為厭氧反應最佳pH=6.8~7.2。實際運行中發現厭氧出口的pH明顯超出此范圍,8月平均pH=7.64,9月pH=7.48,12月pH=7.45,1月pH=7.44,表明厭氧塔內呈微堿性狀態。當通過人為控制使pH略有降低,但仍在7.0左右,出口COD反而有所上升,當pH重新調高時,出口COD隨之下降。堿性狀態能抑制有機酸的過分積累,增加緩沖能力,促進甲烷菌的生長。
5 結論
5.1 該套生物膜厭氧反應器隨著負荷的提高,處理率也相應提高,且抗沖擊負荷能力較強。
5.2 在寒冷冬季,厭氧消化溫度偏低,僅有25~
5.3 通過設置回流裝置,提高HRT和泥齡,能有效地提高處理效果,增加系統污泥濃度,并且幾乎不用排泥。
5.4 將厭氧反應器內pH控制在微堿范圍內7.40~7.65,能提高消化液的緩沖能力,及時中和積累的有機酸,進而提高去除率。若嚴格將pH控制在7.0左右,反而會使去除率略有降低。

使用微信“掃一掃”功能添加“谷騰環保網”